产品展示
刮研平板
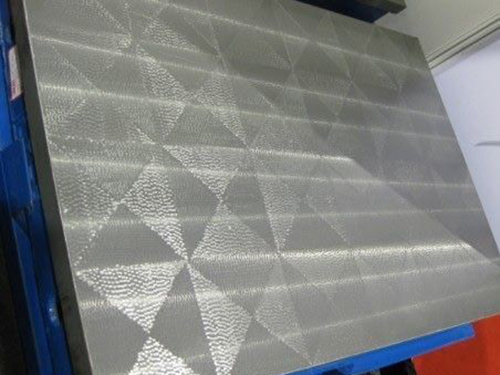
1、刮研平板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。2、平板的铸造表面应 型砂且平整,涂漆牢固。3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。4、平板应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。5、平板工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的允许值为5um。6、平板工作面的平面度公差见表2的规定。7、平板工作面采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。1、使用前用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。2、温度变化会使测量产生误差,应在20±5℃范围内使用。3、使用时用水平仪调整到水平,使支点均匀分布各支点上。4、用时小心、严防碰撞。5、用完后擦净,涂无水酸性的防锈油,覆盖纸,置于清洁干燥处存放。6、周检期:长周检期一年。
 电话
电话 短信
短信 联系
联系 微信
微信